.svg)
Traceability is often associated with product recalls – but it has the potential to enhance almost every aspect of the manufacturing process.
For example:
- Scenario 1: A customer wants a status update on their order – but you have to call them back because finding out takes longer than a few seconds.
- Scenario 2: A staff member notices a product defect – but you can’t tell which batch it came from.
- Scenario 3: You’ve received a request for a large order – but have no idea whether you can meet the deadline.
Modern manufacturing solutions are raising the bar for traceability – creating new opportunities for what information can be tracked (and how accurately) throughout the product lifecycle. From real-time status updates to energy usage and waste generation, traceability now covers far more than just product recalls.
In this blog post, we’ll discuss:
- What is traceability?
- Why is traceability important?
- Benefits of traceability in manufacturing
- Setting up a traceability system
- Traceability software for manufacturers
- The role of ERPs in traceability
- Manufacturing traceability – next steps
1. What is traceability?
Traceability is the ability to track and trace the history, location and other information that can help to identify a product, component, or batch throughout its entire lifecycle – from production to distribution and, in some cases, beyond.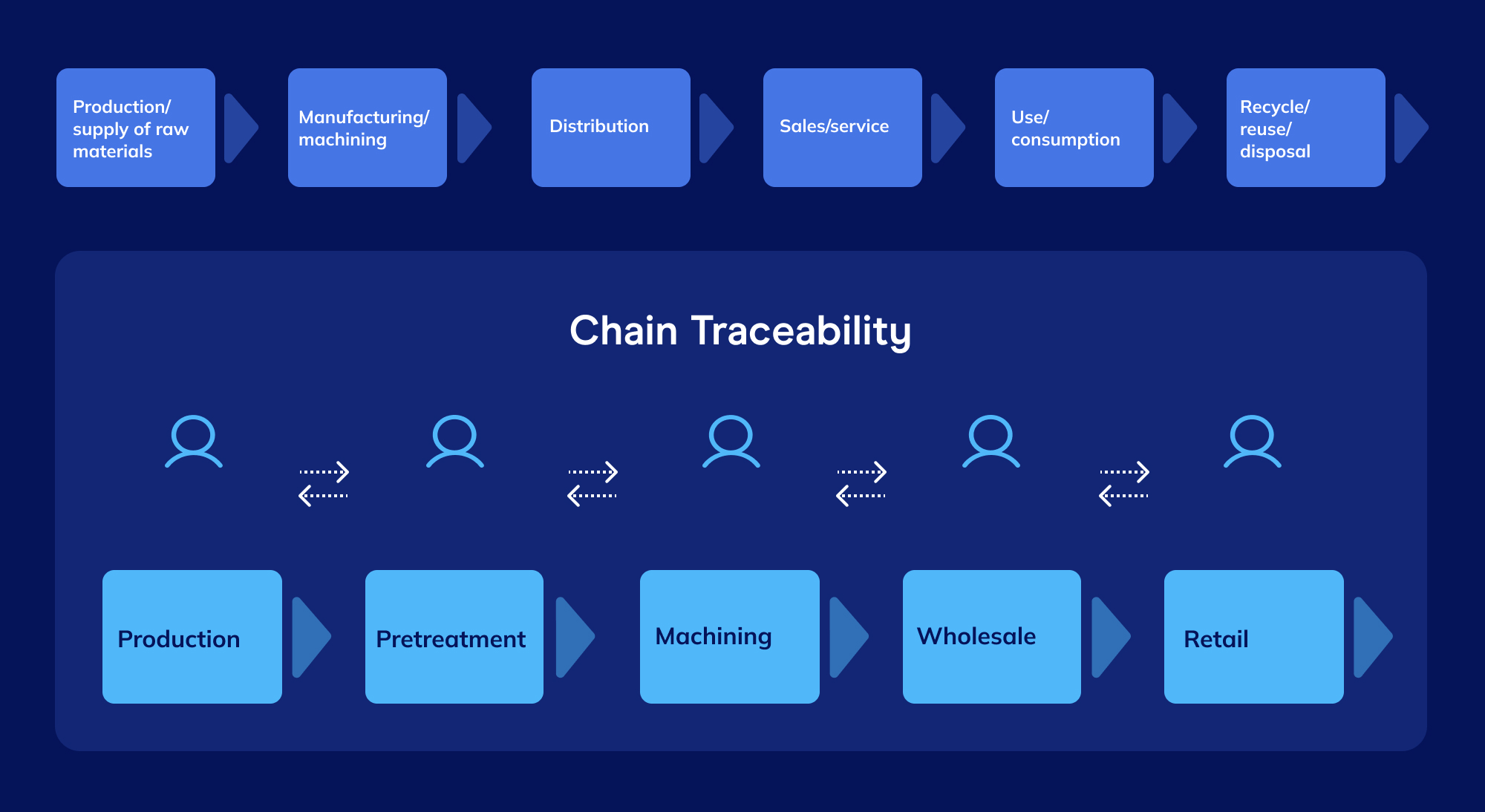
Effective traceability requires four key factors:
- Unique identification – a way of identifying and differentiating one single item (product/component or batch) from others within the production process. The most common methods of ID are barcodes and QR codes – but others include:
- Numbers and codes – such as batch codes, BIN numbers, lot numbers and location ID
- Electronic chips – such as RFID and NFC labels
- Blockchain technology
- Data capture, verification and recording – a way of inputting and logging that item’s unique identifier and other relevant information, throughout the product lifecycle, into a business system. The most common are handheld devices, such as barcode scanners or mobile devices, which can scan or photograph an item in real-time, at different stages of the lifecycle.
- Data retrieval – the ability to instantly store, find and access the item’s information quickly and easily, when needed.
- Data communication – the ability to share and utilise this information to inform other business processes (such as or customer status updates or keeping on top of stock re-ordering). Steps 3 and 4 require a powerful business software – with inventory management functionality – such as an Enterprise Resource Planning (ERP) or Manufacturing Execution System (MES).
2. Why is it important?
Traceability can benefit almost every aspect of manufacturing operations, but its main purpose is to protect manufacturers, resellers, customers – everyone involved in the product lifecycle. Let’s start with the most important (and well known) reason for implementing traceability: product recalls.
- Product recalls
Mistakes happen and sometimes the end product doesn’t meet expectations. When the imperfection means that an end product is unsafe or unsuitable to be sold to customers, a product recall must be launched. In most cases, a recall is initiated and managed by the manufacturer – but in some serious or widespread cases, a government agency (such as the ACCC) may launch a recall.
In any recalls, the ability to be able to quickly and accurately trace products is key to minimising the financial, legal and safety repercussions. Just one recall can cost a corporation up to $10 million – but the human impact can be far worse. Since 2009, Takata airbags have been directly responsible for 38 deaths around the world – the most recent occurring just a few months ago.
Being able to identify a specific batch of unsafe products can enable a manufacturer to identify exactly when and where a product was sold, even down to specific end-customers. - Quality control
Recalls are reactive, quality control is proactive. Traceability enables you to stand by the safety and quality of your products, minimising the risk of recalls and building your reputation as a trustworthy manufacturer.
Every industry should aim for tight quality control measures, but particularly manufacturing industries where safety and quality are paramount – such as food and beverages, pharmaceuticals and automotive. Many industry associations have their own quality assurance and traceability systems – such as Meat and Livestock Australia (MLA), which runs the National Livestock Identification System, ensuring all animals wear NLIS tags and can be tracked to manage disease and food safety incidents. - Risk management
In many cases, you must be able to proactively prove that your products are safe and suitable for customer use – even if no quality or safety issues have been raised. Australia has countless laws, standards and initiatives that manufacturers need adhere to – but equally important is the ability to prove that you have adhered to them, if required.
Traceability enables manufacturers to provide evidence of how their production processes are managed – from proving the origins of raw materials or ingredients, to exactly when and where an item’s labelling was checked. The ability to prove when, where and how your products have been manufactured can also prove to customers that they are authentic (not counterfeit) and help to settle potential liability claims, proving that products meet quality standards.
3. Benefits of traceability in manufacturing
As traceability technology has advanced, so have the opportunities it presents for manufacturers. Far beyond ensuring your output is safe for customers, traceability is essential to achieving lean manufacturing – a set of principles aimed at creating maximum value and quality for customers with minimal waste.
- Cutting waste and cost
As of the last count, manufacturing was responsible for 16.9% (12.8 million tonnes) of Australia’s waste – and each industry has its own set of struggles with waste. An estimated 40% of all food produced for human consumption in Australia is lost during its primary production stages and approximately 35% of materials used in textile production are wasted.
‘Invisible waste’, such as under-utilisation, transportation and delays add significant costs to manufacturers, all hampering the industry’s ability to remain competitive. Traceability enables manufacturers to track and report on scrap and waste, but also to spot the invisible costs throughout their production processes.
- Sustainable manufacturing
As discussed, waste is a major concern for manufacturers and an obvious environmental concern. Traceability enables manufacturers to cut waste, but also to monitor and report on other sustainability issues, such as emissions, energy consumption, compliance with environmental regulations. With the Australian government looking to introduce mandatory climate reporting for all business from 2024 onwards, traceability will play a key role in meeting these new obligations. - Supply chain resilience
The last 12 months have seen Australia’s supply chain hit from all angles – from shipping costs that have increased almost ten-fold since last year, to an increase in extreme weather events. Traceability is one of the most effective ways to gain more control over your supply chain – seeing exactly where your stock is, at any given moment, spotting bottlenecks early and tracking logistics. - Data-driven decision-making
Tracing exactly where, when and how your products are being made creates data – which can be used to run your operations more effectively.
For example, traceability data can include which employee assembled a particular product and how long it took them to complete that assembly – which could help you with capacity and utilisation planning, to maximise production. Alternatively, time and date stamps could highlight that any perishable stock is being sat in your warehouse for longer than you’d like, impacting freshness. - Trust and reputation
Quality (89%) and trust (88%) remain two of the most important factors in customer purchasing decision-making, according to Edelman. Building a reputation as a reliable manufacturer that produces high-quality products is vital to gaining and growing a loyal customer base.
Anecdotal evidence suggests organisations that handle product recalls quickly and efficiently, minimising the fall-out, can actually boost their customer satisfaction ratings. Furthermore, the ability to keep customers fully informed of production delays or order status can have a huge impact on customer trust – all of which can be better managed with effective traceability measures.
4. Setting up a traceability system
For manufacturers looking to implement a complete traceability system, the good news is that there are many different traceability standards and guidelines available.
For general best practice advice, the International Organization for Standardization has provided several useful guidelines for manufacturers and suppliers, including 'ISO 10393:2013 Consumer product recall' and 'ISO 10377:2013 Consumer product safety'. These standards provide a helpful framework for manufacturers on how to track and manage product safety.
Locally, both the Australian government industry-specific organisations have created their own traceability standards to help maintain safety and quality in manufacturing; from the Australian Food traceability standards, to Meat & Livestock Australia – which has created an entire subsidiary dedicated to helping the industry to deliver traceability, Integrity Systems.
Finally, GS1 – the organisation responsible for the introduction of the universal barcode, more than 50 years ago – provides leading information on track and trace systems. The GS1 GlobalTraceability Standard is free to access and provides a comprehensive guide for implementing complete traceability – from business processes to system requirements.
Traceability checklist
When implementing traceability for your own organisation, here are some important questions to consider:
- What are our traceability objectives? (Must-haves and nice-to-haves)
- What level of traceability do we currently have?
- What (if any) industry traceability systems or standards do we need to meet?
- Which suppliers can provide us with the level of traceability we require?
- What changes (if any) could impact how our products are produced, transported or distributed?
- Who will be responsible for delivering traceability within our organisation?
- What are our timelines?
5. Traceability software for manufacturers
Industry 4.0 technologies – such as automation, AI and robotics – are introducing a new level of sophistication and complexity to manufacturing operations. The result is that it’s more important than ever for manufacturers to get on the front foot and have the right business systems in place to tie processes together and enable end-to-end traceability.
The software landscape for manufacturing is growing quickly (the phase ‘Industry 5.0’ is already in circulation) – manufacturers should focus on the core systems they need to stay relevant, scale and adapt their businesses in future.
Here are the most important types of software available to manufacturers, the purpose they serve and how they work alongside other traceability solutions:
Top 3 traceability solutions for manufacturers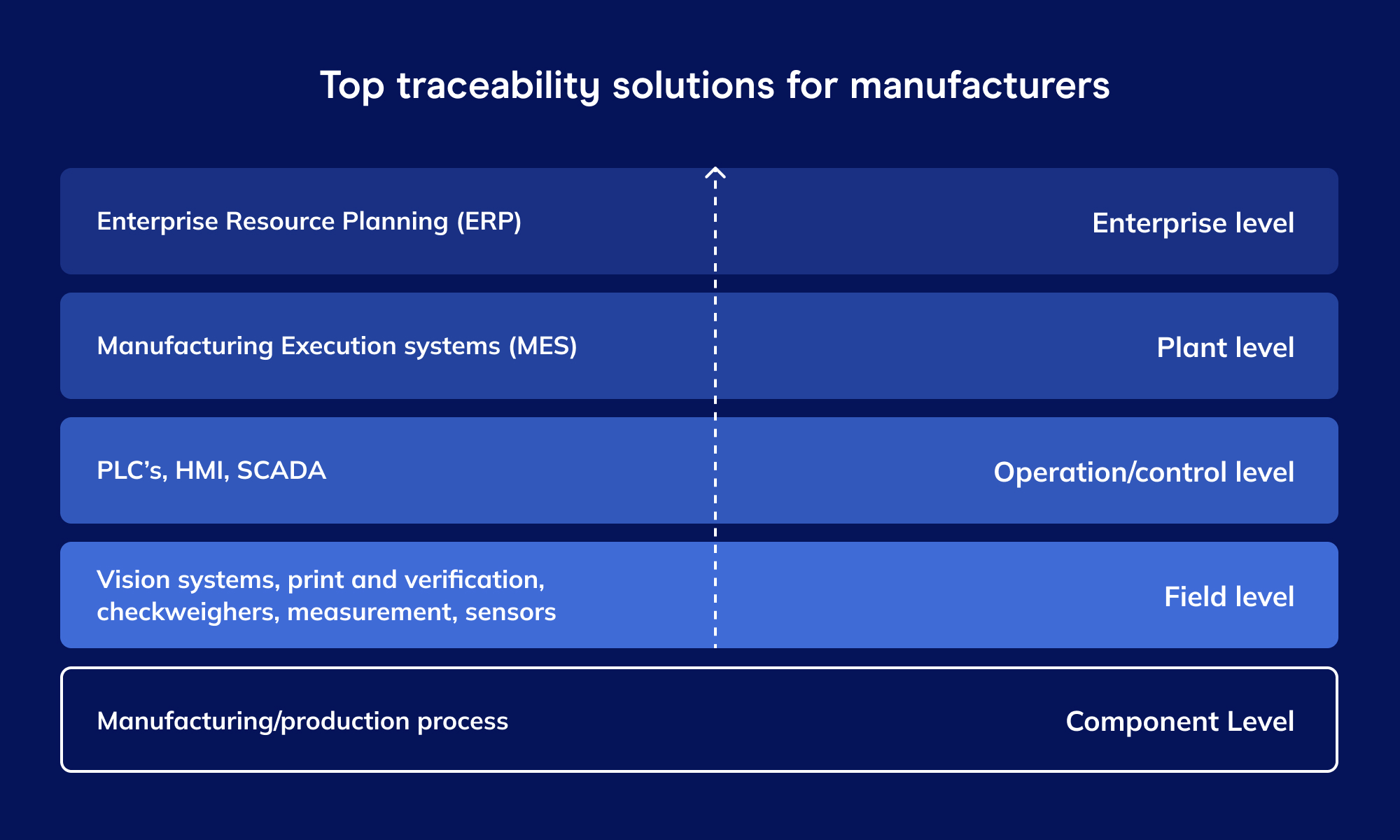
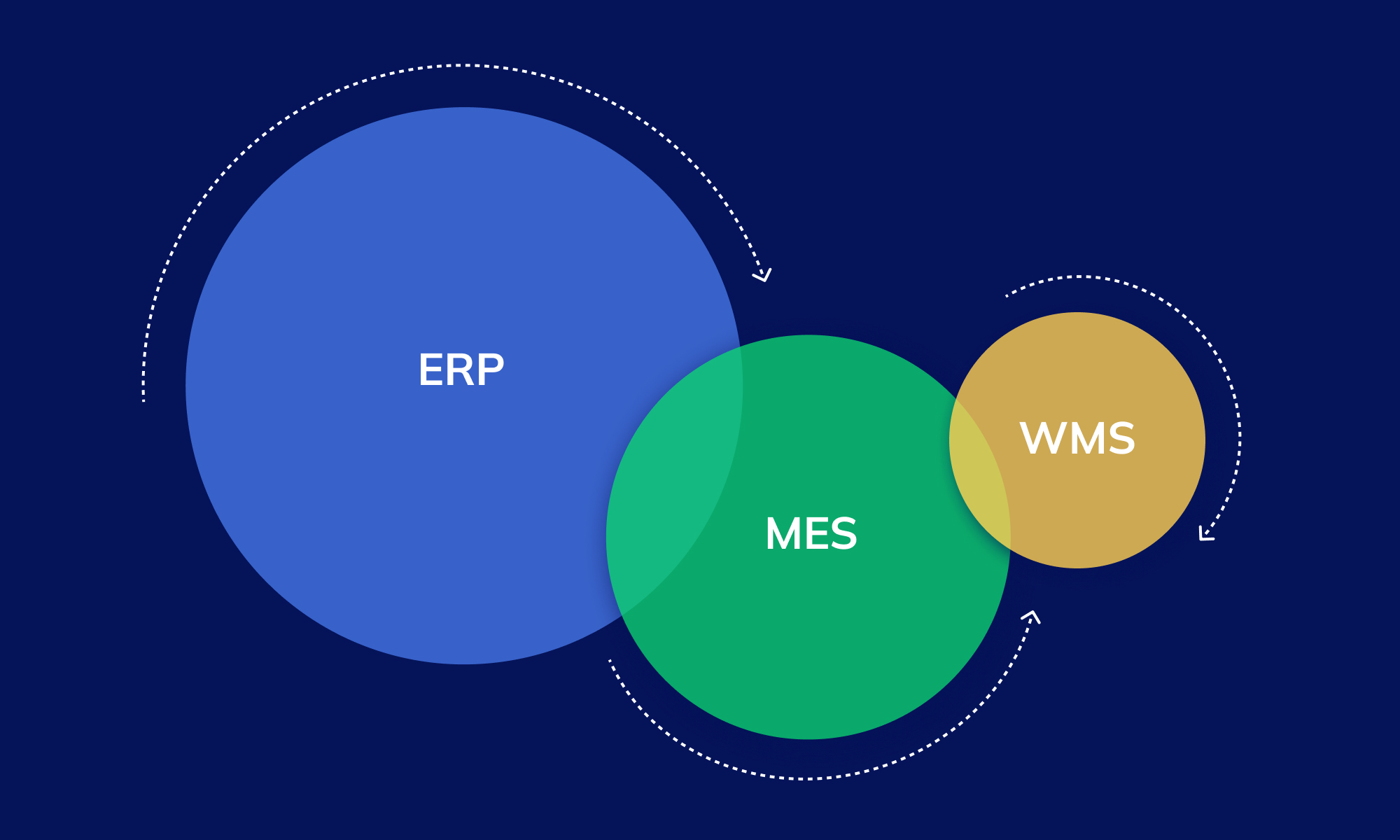
- Enterprise Resource Planning (ERP) Systems:
An ERP is the heart of a business, bringing together data from every corner of your operations – accounting, operations, inventory, CRM and more – into one system. As a traceability solution, ERPs play a crucial role, storing and surfacing data instantly so you can see real-time production information at any time. ERPs are crucial for any growing business, but especially in manufacturing, where a modern ERP can provide:
- Better cost management – with all your business data in one place, ERPs and access and surface data instantly, providing better reporting on materials costs, machine time, labour and landed costs, to see your true profit margins.
- Version control – record changes and test new designs under development, enabling you to track and manage production more accurately.
- Capacity planning – see detailed information on resource and component availability, manage teams and utilisation with production calendars.
- Manufacturing Execution Systems (MES):
As the name suggests, an MES is designed specifically to monitor and track the manufacturing process – from raw material through to the end product. An MES works best alongside an ERP, delivering an additional level of detail and accuracy and complementing the recording, tracking and reporting functions that the ERP already offers. An MES can offer:
- Enhanced inventory management – an MES can often provide highly accurate inventory information, factoring details such as scrap and non-conforming materials so your teams can see exactly which materials are available, minimising the risk of stockouts or overstock situations.
- Quality control – a key feature of most MES systems is quality control monitoring, throughout the production process, enabling the detection of defects early in the production, reducing scrap and rework costs.
- Real-time tracking – while most ERPs can provide real-time production data, an MES takes this to another level, tracking the status of production processes, equipment, energy consumption and inventory.
- Warehouse Management Systems (WMS):
A WMS provides complete inventory management – enabling manufacturers to track the exact location and status of goods and materials from the moment they arrive in the warehouse through to transit and delivery.
WMS software has become increasingly important in helping to build supply chain resilience, as more businesses increase inventory levels to meet tighter delivery timescales and warehouse rentals become increasingly expensive. WMS software can offer:
- Real-time inventory management – the main benefit of a WMS is its ability to continuously track the movement of products within the warehouse, reducing the risk of overstocking, stock-outs and inventory discrepancies.
- Accurate order fulfilment – common WMS features include order batching and wave picking, ensuring that orders are picked and packed accurately, reducing errors and improving customer satisfaction.
- Faster order processing – with customers expecting ever-faster delivery time-frames, a WMS can dramatically speed-up the order-to-delivery cycle by automating order picking routes and order processing.
6. The role of ERPs in traceability
For manufacturers looking to modernise and grow their businesses, an ERP is the first logical step towards regaining control over your operations. An ERP is the core solution enabling manufacturers to track and manage production processes more accurately – with the ability to add more solutions (such as an MES or WMS) to the manufacturing IT stack as the business grows.
ERPs and traceability
As the core of your business, all traceability information that is created, recorded and tracked throughout production will flow through your ERP system – which is why an ERP is the most important tool in your traceability tech stack.
Wiise ERP provides a foundation for effective traceability management, including:
- One source of data – businesses that use multiple, separate systems tend to also have multiple, separate data sets, which leads to duplicate or conflicting information. An ERP centralises data, enabling staff to trust that the information they're seeing – whether tracking sub-assemblies or viewing supplier details – is always accurate.
- Serial, lot/batch and parcel tracking – modern ERPs enable staff to assign multiple ID numbers to individual products or batches, essential for tracing products back to their source and identifying affected lots in case of recalls or quality issues.
- Supplier management – if any quality issues occur, the ability to quickly track which supplier provided the materials or components in questions is key to successful recall management. ERPs maintain records of suppliers, enabling manufacturers to easily manage vendor and suppliers.
- Multi-level bill of materials (BOM) management – while most ERPs enable BOM management, Wiise ERP offers a multi-level bill of materials with sub-assemblies and components, enabling highly accurate time and build cost calculations.
- Production Workflows – ERPs define and track production workflows, detailing the steps involved in manufacturing products. This ensures that each step is documented and traceable.
- Compliance – most regulatory compliance and industry standards require manufacturers to be able to provide records relating to production history, quality management and any product testing completed – all of which can be captured in an ERP.
Manufacturing traceability – next steps...
For growing manufacturers, traceability is both an important responsibility – and a golden opportunity.
Rather than seeing it as an obligation, manufacturers should view traceability as means of gaining a better view of how their production processes are working – and where improvements can be made. Not only can better traceability protect both manufacturers and their customers, but it can also help to cut costs, speed up production, improve product quality and deliver better customer service.
Want to see how traceability works in Wiise?
Watch the demo below and see how you can trace item history from start to finish: receipt, production, sales, consumption, and returns.
Ready to kick-start your traceability system?
Get in touch with one of our friendly Wiise manufacturing experts today to find out how.
Alternatively, check out our other blog posts on how an ERP can enhance your manufacturing operations.